Handling and packaging split cups for pet food: Smart Packaging Hub has the customised solution
Packaging for pet food is becoming increasingly innovative and sophisticated in design. This is the case with the ‘split cups’ made by one of North America’s leading pet food manufacturers.
It is an oval-shaped plastic cup with two separate chambers and closed at the top by a heat-sealed aluminium foil, designed so that the end user can split it in half to obtain two single-serving cups. It is a new product in pet food, which allows the North American manufacturer to differentiate itself in the market.
Studying automation for an innovative pet food product
The manufacturer needs to find an automation system to palletise unpacked split cups for storage and for the subsequent depalletising and packaging process for shipment. A non-trivial task given the type of new product, which is unconventional in the pet food sector.
The transition from manual operations to automated lines is aimed at increasing productivity, decreasing waste and saving materials, also from a green perspective.
Collaboration with the professionals of the Smart Packaging Hub
The North American manufacturer’s meeting with professionals at the Smart Packaging Hub, has initiated a collaboration with the approach that characterises the operational logic of the Hub companies: pooling the skills of their core business in a partnership context, with the aim of designing together with the customer the best and customised solution to meet their automation needs in the different stages of packaging.
The joint Cama – Clevertech operation for the development of a flexible, customised system to meet the North American customer’s split cup handling and packaging automation needs is an example of a winning collaboration born out of the Smart Packaging Hub.
Handling split cups in bulk for storage: the transition from manual to automatic palletising process
The first need expressed by the manufacturer is to automate the palletisation of split cups, which are conveyed in bulk after the filling and pasteurisation process, for storage in the warehouse.
With an automated solution, the customer aims to increase the palletisation speed of the split cups, optimise storage space in the warehouse, and reduce cup waste (damaged during manual handling).
The Clevertech Group, an Italian excellence and partner of the Smart Packaging Hub, specialised in the design of integrated start and end-of-line solutions with experience in various sectors including pet food, worked with the customer to develop the design of this first automation phase.
After analysing how split cups are manually stored in cardboard boxes stacked on pallets, Clevertech suggested to the customer, in order to obtain the best automation solution, to modify the current storage system, abandoning the use of cardboard boxes which, in addition to not exploiting the usable space in the warehouse, do not adequately protect the split cups.
The added value of a tailor-made solution

Clevertech proposes to store split cups inside stackable rigid trays with the dimensions of the pallet used in logistics, custom-designed for the cups and compatible with automated palletising handling.
The design and manufacture of the trays specifically designed for this application optimises the automatic palletising process, significantly reducing the risk of damage to the split cups and therefore waste, meeting the customer’s objectives.
Clevertech’s engineering department and the customer’s technicians work together to define the design of the trays so that they can be stacked stably one on top of the other through the shape of the side edges, designing the structure to stack 25 layers on each pallet.
To validate the effectiveness of the design, in addition to defining the design, Clevertech carries out tests with prototype trays to replicate real-life conditions of use. The designers arrive at the final solution for the concept only after successfully passing stress tests and load stability tests with 25 layers of cups on a pallet, handled with a forklift truck in the same way as the customer’s logistics.
The final tray can hold 168 split cups, which are well protected against the risk of crushing from the overlapping layers, thanks to the structure of the perimeter edges and the centre rib of the trays, which discharge the weight to the ground. Considering a stack of 25 trays, each pallet allows 4,200 cups to be stored, optimising the usable volume in the warehouse (thus a greater number of cups per cubic metre compared to the manual process), satisfying the customer’s needs.
The robot cell for automatic palletising of split cups
After the food filling and pasteurisation phase, the split cups are conveyed in bulk to Clevertech’s automatic line, which forms a matrix of 168 cups and positions them correctly for the palletising phase.
For automatic palletising, Clevertech set up a robot cell employing two 4-axis anthropomorphic robots working in synchronised mode to maintain the speed required by the customer, reaching a maximum limit of 5 layers per minute, equal to 840 split cups per minute.
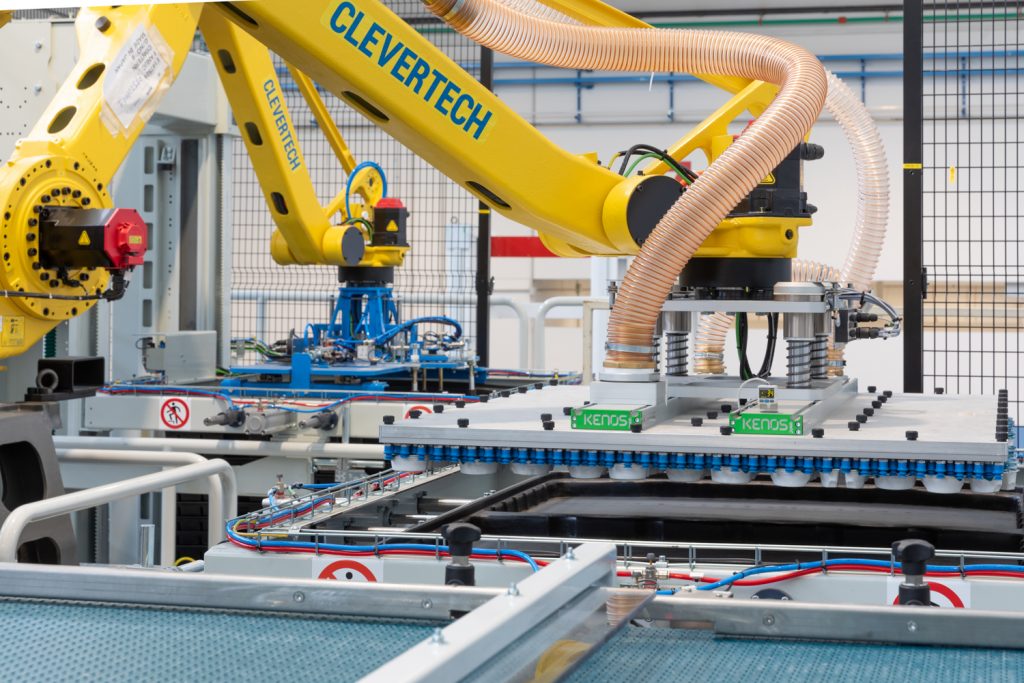
The first robot, using a mechanical gripper, picks up an empty tray and places it on the pallet. The second robot then intervenes, which, with a vacuum gripper specially made for this particular and delicate operation, picks up the matrix of split cups and deposits it in the prepared tray on the pallet.
Once the operation is complete, the first robot picks up another empty tray and places it on top of the one just filled on the pallet, for a new loading cycle. Once the overlapping of 25 layers has been completed, the pallet with the 4.200 cups is stored in the warehouse.
The automatic depalletising system for split cups
To pick up the split cups stored in the warehouse, to be sent in bulk to the automatic packaging line, Clevertech set up the depalletising system with a robot cell equipped with two 4-axis anthropomorphic robots with the same technology applied to the palletising solution, but with a reverse operating cycle.
The first robot picks up the array of 168 split cups from each tray stacked on the pallet, while the second robot picks up the freshly emptied tray and moves it off the pallet. The use of 2 synchronised robots, also during depalletising, made it possible to meet the customer’s expressed speed requirement, while maintaining a maximum limit of 5 layers per minute, equal to 840 split cups per minute 840 split cups per minute.
In addition, the depalletising system is also equipped with a camera system to detect any deformed cups left on the tray and an additional rejection system to ensure that the trays, once re-stacked, are indeed empty.
Developing together with the customer an automatic line for packaging split cups
The second automation need expressed by the North American manufacturer is for an efficient and flexible automated line for the secondary packaging of split cups.
The customer’s aim is to make this stage of the packaging process more efficient in order to contain costs, reduce material consumption, also in a green perspective, and increase the quality of the packages to be shipped.
Customer relies on the collaboration of Cama Group to find a tailor-made automation solution for the packaging phase of the new product, in order to meet the set objectives.
Cama Group, Italian excellence and partner of the Smart Packaging Hub, designs and manufactures high-tech secondary packaging and robotics systems and lines. With the experience gained over decades, it specialises in the customised development of complete integrated packaging lines in various sectors, including pet food.
The advantage of unification
The challenge for Cama is to find flexible solutions to meet the customer’s request to design and produce a single packaging line that can handle both the new split cup product and the traditional round cups, while also considering possible future cup sizes and formats.
Customer currently produces two types of split cups with a difference in overall dimensions of only a few millimetres in height and two traditional round cups with dimensions compatible with those of the split cups.
Depending on the size of the cups, a tray inserted in the box was used in manual packaging to hold a row of 5 cups and another tray (whose perimeter dimensions differed by a few millimetres from the first) for the row of 6 cups.
Considering only the difference of a few millimetres, Cama proposes to the customer to unify the perimeter measurements of the trays, making the handling of the trays in the packaging line more streamlined. This solution also introduces the additional advantage of being able to unify the dimensions of the boxes.
Engineers redesign the trays with the same perimeter but with different internal pockets to hold a row of 5 or 6 cups depending on their size.
The unification of the perimeter dimensions of the trays and packaging boxes makes it possible to considerably reduce the format changes of the automated line as the production of the cup types changes, satisfying the need for flexibility and efficiency.
The added value of redesign the packaging box
In addition to developing the technology for the automated lines, Cama’s technical staff is also able to support the customer in the customised design of the packaging box, recommending the type of cardboard and studying its structural strength, with the aim of reducing the material used and waste, to the benefit of production cost and environmental sustainability.
To increase the efficiency of the line, and to have only one cardboard blank in stock, the customer accepts Cama’s advice to use a single box for the four types of cups produced, including split cups. He therefore entrusts Cama’s specialised packaging staff with the task of studying and redesigning the packaging box.
The technicians realise that the current box has overlapping side flaps. The box is redesigned by removing this overlap. In addition, the structural study made it possible to reduce the thickness of the cardboard without compromising the strength of the palletising box, saving about 15% material per box.
The advantage of a monoblock robotised packaging line
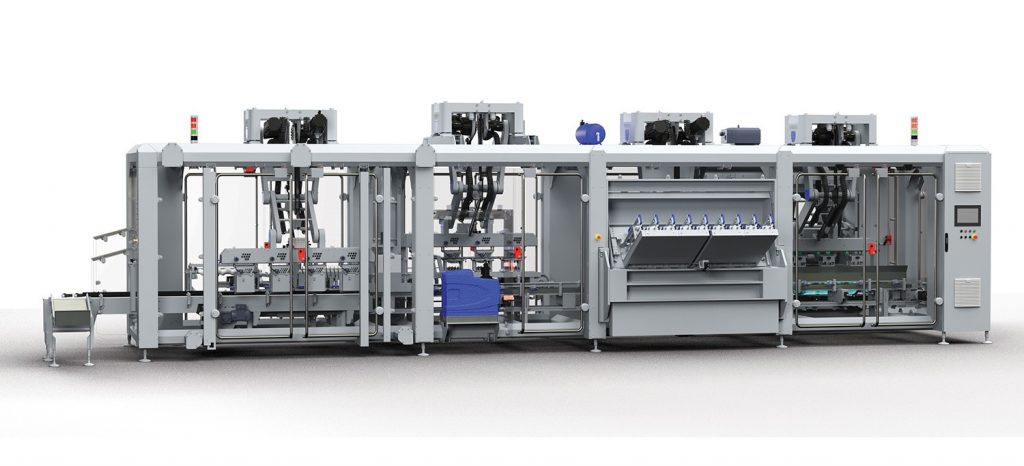
Cama’s System Engineering design and built for North American manufacturer a monoblock robot line, with the advantage of integrating in a single structure with a reduced footprint, 4 synchronised working units, each equipped with a 2-axis multi-head robot.
In the first block, the robot forms the boxes, then deposits them onto a pocket conveyor for phasing. In the next block, the second robot picks up a pair of trays that it inserts at the bottom of each of the boxes, which are then sent to the loading unit.

On the opposite side of the monoblock, the split cups are conveyed on two tracks to the multi pockets race tracker, which rotates the cups from the horizontal to the vertical position and takes them to the loading unit, where the third robot picks them up and inserts them into the boxes from above.
In the last block, the fourth robot closes the boxes with hot melt and deposits them on the conveyor belt for exit from the line. Sensors check the weight and the correct closure of the box flaps. In case of non-compliance, the box is rejected and sent to the reworking area.
Depending on the size of the split cups, the same box can contain 10 cups (2 x 5-cup trays) or 12 cups (2 x 6-cup trays).
The monoblock line developed for customer makes it possible to meet speed requirements, packing 600 split cups per minute (regardless of their size), sending 60 boxes per minute (10-cup version) and 50 boxes per minute (12-cup version) to the palletiser.
A further advantage of the monoblock is the large windows in the structure, which facilitate inspections during production and provide better accessibility for any interventions, including format change operations, made faster by the tool less system.
A special layout
A special “counter-flow” layout characterises the monoblock line designed for North American manufacturer. With this layout, the infeed conveyor for the bulk product to be packed and the end-of-line conveyor to send the boxes to the palletiser are arranged on the same side of the machine.
This particular layout, in addition to optimising the efficiency of the line flows, allows the operator to move freely along the three sides of the monoblock without encountering obstacles, facilitating the inspection and replenishment of the cartons and trays during production.
End-of-line palletising
The North American manufacturer relies on Clevertech for end-of-line packaging automation. Customer need to find a solution capable of handling different pallet formats.
Clevertech therefore proposes a Cartesian manipulator to manage the configuration of the single layer to be palletised, which is then moved onto the pallet with a mechanical pusher.
This is a practical and reliable solution that meets the need for flexibility for automatic palletising with different pallet formats. The limit speed of the machine is 90 boxes per minute.
The added value of integration
The professional understanding between Cama and Clevertech in a logic of sharing their know-how has allowed these two partner companies of the Smart Packaging Hub, to create for customer an integrated and tailor-made system to meet the wide-ranging automation needs for secondary and tertiary packaging of split cups.
Cama and Clevertech also co-ordinated to achieve software integration between their automation solutions, through a common machine language that allows interoperability between the systems: an undisputed operational advantage for the customer.